
Продукты







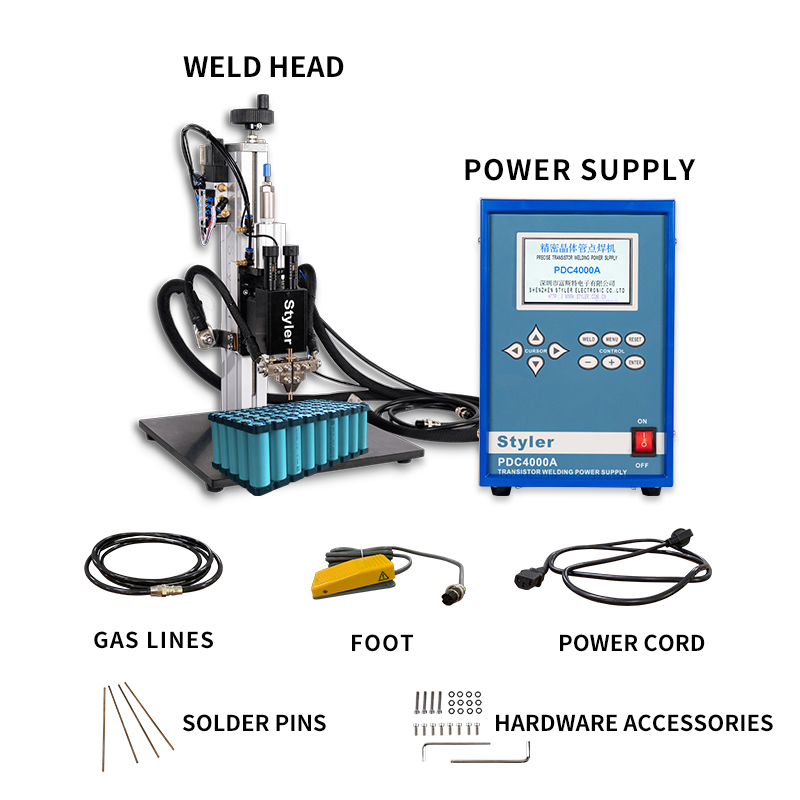
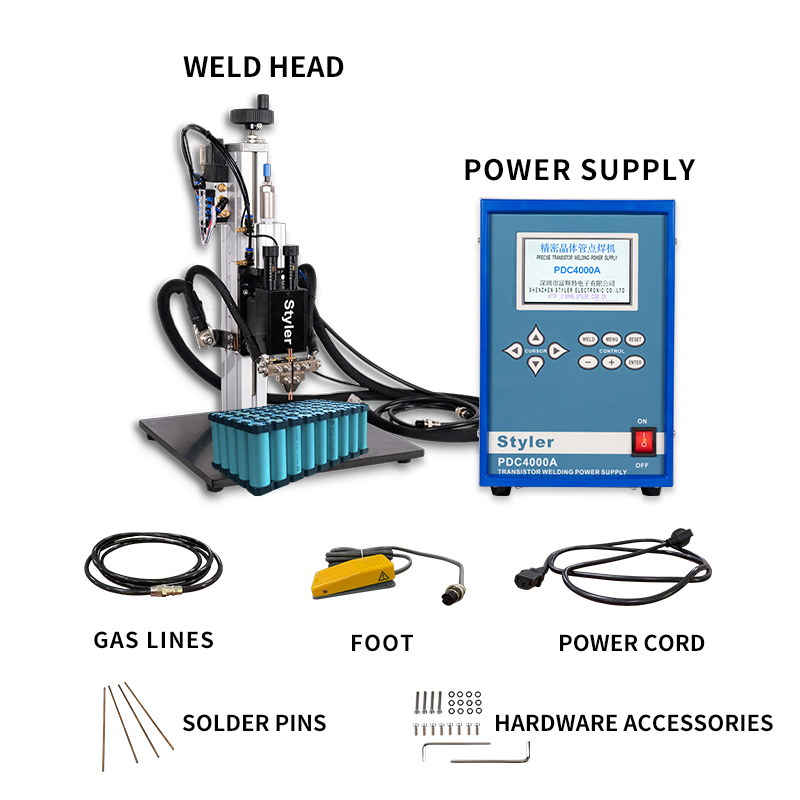
Машина для точечной сварки PDC2000A
ОСОБЕННОСТИ ПРОДУКТА
Для обеспечения диверсификации процесса сварки используются режимы первичного постоянного тока, постоянного напряжения и гибридного управления.
Большой ЖК-экран, на котором могут отображаться сварочный ток, мощность и напряжение между электродами, а также сопротивление контактов.
Встроенная функция обнаружения: перед формальным включением питания можно использовать ток обнаружения для подтверждения наличия заготовки и ее состояния.
Фактические параметры сварки могут быть выведены через последовательный порт RS-485.
Может произвольно переключать 32 группы энергии через внешние порты.
Полные входные и выходные сигналы, которые могут использоваться совместно с высокой степенью автоматизации.
Возможность удаленного изменения и вызова параметров через протокол Modbus RTU.
Подробная информация о продукте


Атрибут параметра
| Параметры устройства | |||||
| МОДЕЛЬ | PDC10000A | ПДК6000А | ПДК4000А | ||
| МАКСИМАЛЬНЫЙ ТОК | 10000А | 6000А | 2000А | ||
| МАКСИМАЛЬНАЯ МОЩНОСТЬ | 800 Вт | 500 Вт | 300 Вт | ||
| ТИП | ЗППП | ЗППП | ЗППП | ||
| МАКСИМАЛЬНОЕ НАПРЯЖЕНИЕ | 30 В | ||||
| ВХОД | однофазный 100~120 В переменного тока или однофазный 200~240 В переменного тока 50/60 Гц | ||||
| КОНТРОЛЬ | 1.const, ток;2.const, напряжение;3.const. сочетание тока и напряжения;4.const мощность;5.const. сочетание тока и мощности | ||||
| ВРЕМЯ | время контакта давления: 0000~2999 мс Время сварки с предварительным обнаружением сопротивления: 0,00~1,00 мс время предварительного обнаружения: 2 мс (фиксированное) время нарастания: 0,00~20,0 мс Предварительное обнаружение сопротивления 1,2 время сварки: 0,00~99,9 мс Время замедления: 0,00~20,0 мс время охлаждения: 0,00~9,99 мс время удержания: 000~999 мс | ||||
| НАСТРОЙКИ
| 0,00~9,99КА | 0,00~6,00 КА | 0,00~4,00 КА | ||
| 0,00~9,99 В | |||||
| 0,00~99,9 кВт | |||||
| 0,00~9,99КА | |||||
| 0,00~9,99 В | |||||
| 0,00~99,9 кВт | |||||
| 00,0~9,99 МОм | |||||
| CURR RG | 205(Ш)×310(В)×446(Г) | 205(Ш)×310(В)×446(Г) | |||
| ВОЛЬТ РГ | 24 кг | 18 кг | 16 кг | ||
Дополнительные аксессуары
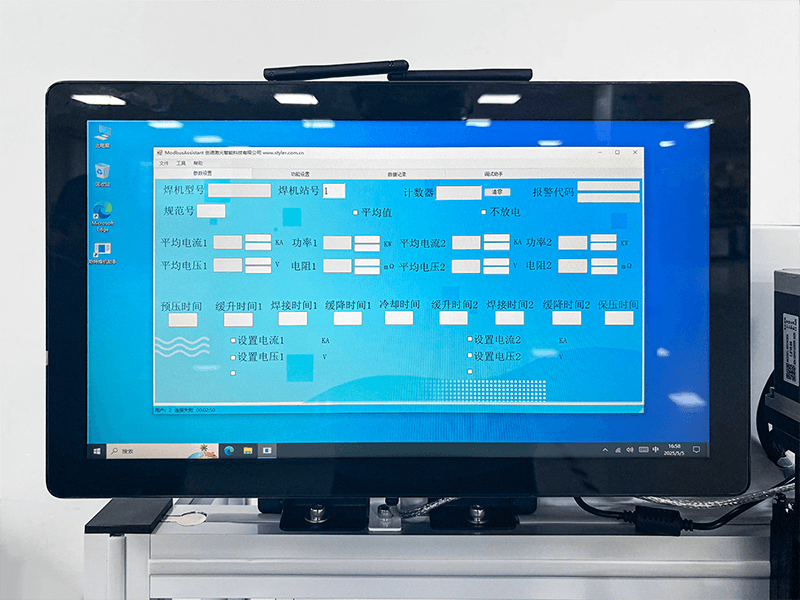
Компьютер (мониторинг паяных соединений в реальном времени, данные могут быть переданы через RS485)
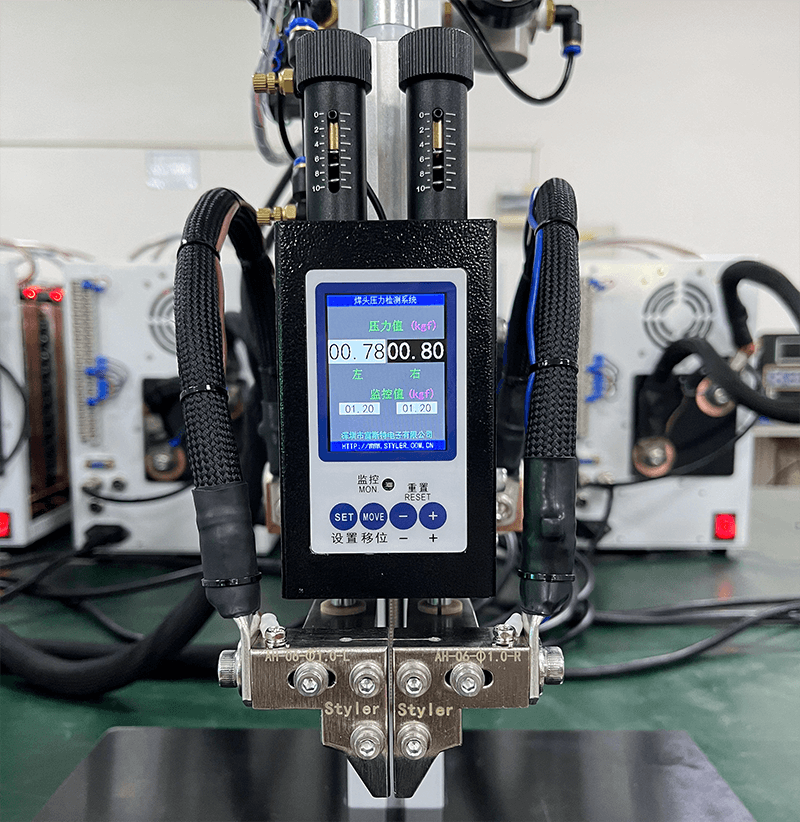

Добавить датчик давления к сварочной головке (давление зажимов с обеих сторон можно настроить на одинаковое значение, а также контролировать давление во время сварки)
Популяризация науки, знание продукта
Мы находимся в провинции Гуандун, Китай, с 2010 года осуществляем продажи на внутреннем рынке (50%), в Северной Америке (15%), Южной Америке (5%), Восточной Европе (5%), Западной Европе (5%), Юго-Восточной Азии (3%), Океании (3%), Восточной Азии (3%), Южной Азии (3%), Ближнем Востоке (2%), Центральной Америке (2%), Северной Европе (2%), Южной Европе (2%). В нашем офисе работает от 51 до 100 человек.
Всегда предсерийный образец перед массовым производством; Всегда окончательная проверка перед отправкой;
Автоматизированная линия сборки литиевых аккумуляторов, Машина для точечной сварки аккумуляторов, Машина для сортировки аккумуляторов, Комплексная система тестирования аккумуляторов, Шкаф для старения аккумуляторов
Мы располагаем сильной командой специалистов по исследованиям и разработкам и многолетним опытом работы в сфере сборки и производства литиевых аккумуляторов. В настоящее время компания предлагает широкий выбор оборудования и машин различных спецификаций и моделей, а также различные серии.
Принимаемые условия доставки: FOB, EXW; Принимаемая валюта платежа: USD, EUR, JPY, CAD, AUD, HKD, GBP, CNY, CHF; Принимаемые типы платежей: T/T, L/C, D/PD/A, PayPal; Языки общения: английский, китайский












